焊接技术适用于d75-125mm。所述的工艺符合导则DVS 2207 第11部分。
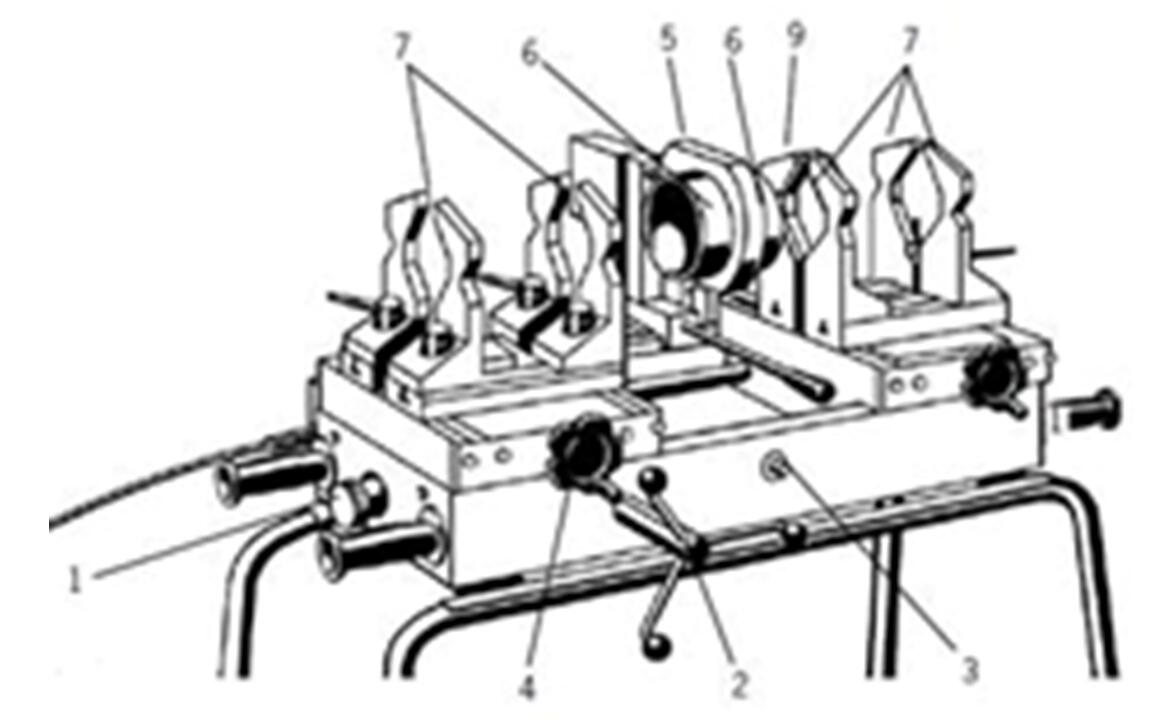
焊接装置
传动轮和齿杆可引起轴向运动。由硬化钢制成的V形夹紧工具可用于夹持PPR水管和管件。用于固定
水管的两个V形夹具和带插入挡块的单个夹具用于固定管件。两个工具架可轴向对准。插入深度由挡块限制。电子控制加热板可摆入机器中。

设置焊接机
1.根据现场情况,将机器放在一个合适的防滑基地。必要时用夹具加紧。
2.插入电子控制加热板。
3.调整焊接板之间的夹紧工具。
4.根据需要焊接的管道和配件,选择一个加热芯和一个加热套,将他们装在板上(加热芯在右边,左
边加热套)。
5.按照直径的管道和配件松开夹紧工具至合适大小。
6.将工具、管道和配件清理干净。
7.根据技术手册,将加热焊接传感器的焊接温度设置为260°C。
机械承插焊过程
1.将夹紧工具夹牢固。
2.按下按钮。
3.在直径对准处理。
4.检查焊接板温度,在必要时调整。
5.摆动焊接板之间的管道和配件。
6.管道和配件同时插入加热工具,停止并保持在这个位置直到规定的加热时间。
7.加热时间过后,迅速将摇动车床将管道和管件分开。
8.对齐承插管材和管件,但不要彼此相对旋转。供应商时间过期后,焊接部分可以加载压力。
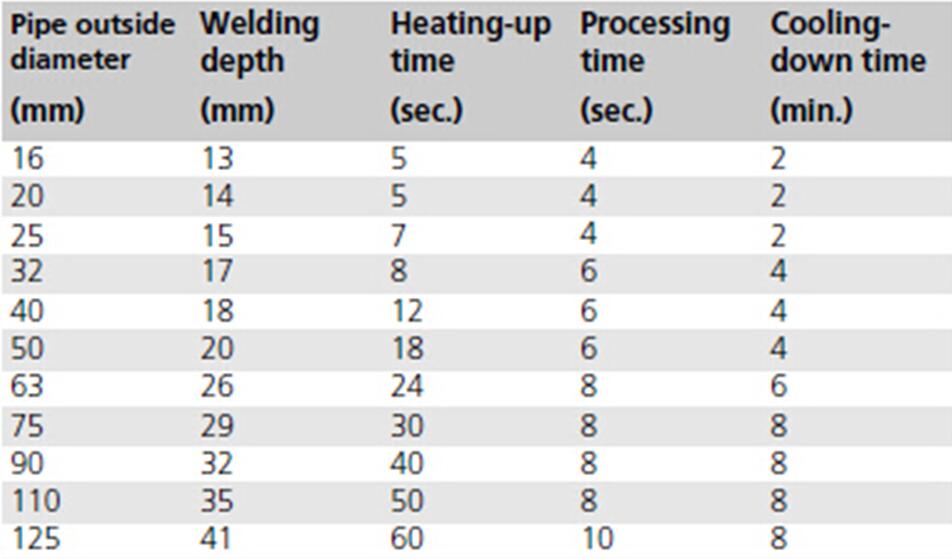
升温,处理和供应商时间见下表