







该连接技术适用于d16-63mm。
所述的工艺符合德国DVS 2207 规程第11部分。


焊接装置
1. 在低温条件下拧紧夹持模头的螺纹插件并用吸收性好、无绒且未染色的纸进行清洁。手动拧紧工具。它们不会超出舌片的边缘。
2. 打开装置,恒温灯和控制灯须变亮,设置恒温为260°C。恒温灯熄灭时,加热过程结束。
3. 使用扳手再次拧紧模头,勿使用钳子以防损坏涂层。
4. 焊接装置应根据直径安装,使其边缘勿逼近加热装置。d40 mm的模头要安装在背孔上。
5. 接通焊接装置的电源,并检查绿色操作灯是否变亮。预热时段约为5-20分钟,这取决于环境温度。当橙色灯变亮后,便可操作焊接装置。
6. 关闭装置后,要等到装置冷却。严禁用水冷却装置!否则,会有受伤的危险。诸如恒温器之类的电子零件也能损坏。用吸收性好、无绒和未染色的纸和PP清洁剂清除污染物。
7. 该装置只能在干燥状态下使用。该装置必须存储在干燥无尘的条件下。
8. 在舌片和模头完好无损的情况下,装置的适当功能才能得到保障。必须更换有缺陷或受污染的零件。
承插焊——手动过程




1. 按照装置手册准备焊接装置。
2. 垂直切管。对于塑料管,使用管剪切机或管切割机。
3. 去除管的毛刺并清除切屑。
4. 用量规在管上标记插入深度。
5. 通过管件上的辅助标记和管上的实线对准管件的位置。
6. 对于稳态管,用剥离工具去除铝皮,直到插入深度。仅使用带锋利刀片的原装微法剥离工具。更换不锋利的剥离刀片!
7. 将管端(无转动)插入加热套,直至插入标记深度,同时也将管件插入芯轴,直至挡块。查看表中给出的加热时间。当管达到全插入深度且管件顶到挡块时,加热时间开始计时。
8. 加热时间结束时,快速从加热套和芯轴上取下管和管件,并立刻将他们承插在一起,直到插入深度标记被已形成的焊珠覆盖。勿将管过深地插入管件,以防止管内径变小。不要相对旋转管和管件。
9. 在冷却时间内,将管和管件保持在相对固定的位置上。在这期间,零件要彼此相对进行校准,但不能彼此相对旋转!冷却时间结束后,接头可承受全部负荷。该焊接接头是不可分的接头,管和管件的材料已经融合在一起。
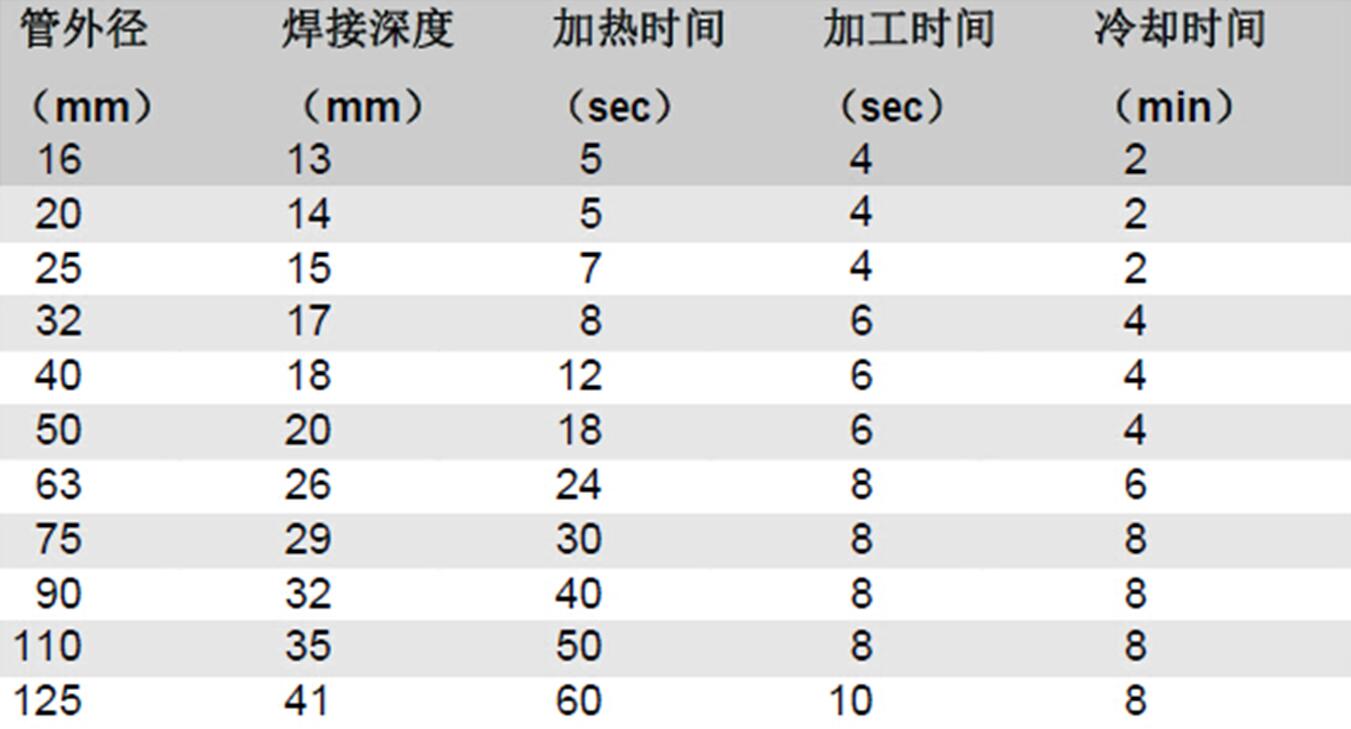
若在温度低于+5°C的室外进行焊接,加热时间依据DVS 2207第11部分应增加50%。